
2022-01-19 09:53 1662

Also known as rotary molding, rotary casting molding. It is a thermoplastic hollow molding method.
Rotational molding is a versatile process for making a variety of hollow plastic parts. The rotational molding process utilizes heating and rotation along two axes to produce a single hollow part. The molten plastic is injected into the rotating mold, and the centrifugal force forces the molten plastic to adhere to the inner wall of the mold.
That is, the powder or paste material is first injected into the mold, and by heating the mold and rolling in the longitudinal and lateral directions, the material uniformly spreads the cavity of the mold and melts by its own gravity and centrifugal force, and is demolded after being cooled. Get hollow products. Because the rotational speed of rotational molding is not high, the equipment is relatively simple, the product has almost no internal stress, and it is not easy to be deformed or sunken. It was mainly used for the production of toys, balls, bottles and other small products of polyvinyl chloride paste plastics. Recently, it has also been used in large-scale products. The resins used are polyamide, polyethylene, modified polystyrene polycarbonate.
A molding method similar to rotary casting differs in that the material used is not a liquid but a sinter dry powder. The process is to load the powder into the mold and rotate it about two mutually perpendicular axes. It is heated and uniformly fused on the inner wall of the mold to form a unitary body, and then cooled to obtain a hollow product from the mold.
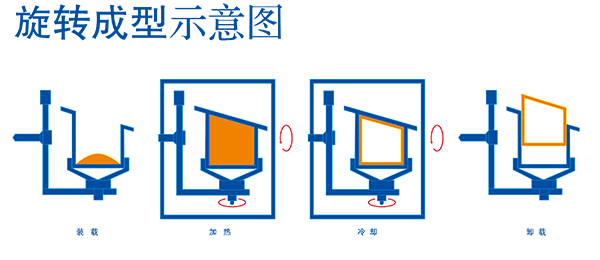
Also called rotary molding or rotary forming. That is, the powdered plastic (such as LLDPE) is added to the closed mold, the mold is heated while rotating, the plastic is melted and uniformly attached to the surface of the cavity, and the mold is cooled to obtain a plastic hollow product having the same shape as the cavity, such as a ship. , boxes, barrels, pots, cans, etc. It usually consists of basic steps such as feeding, sealing, heating, cooling, demoulding, and mold cleaning. The method has the advantages of small product shrinkage, easy control of product wall thickness and low mold cost, but the production efficiency is low.
Before the rotomolding process, you need to prepare some good quality molds and place them on a molding machine. There are two heating and cooling units in the casting machine. After the placement is complete, first place a few molds on the machine. Then, an early regular plastic resin is placed in each mold, and the mold is slowly rotated from the vertical and horizontal angles into the oven. The melted resin bonds the hot mold and outer packaging evenly and tightly together. Subsequently, the mold is placed in the refrigeration cycle apparatus, and the mold is continuously rotated therein until the thickness of each portion thereof is uniform. Once the mold has been frozen, remove it from the machine. Throughout the manufacturing process, the speed of mold rotation, heating and cooling time are strictly controlled.
Compared to other mold processes, the rotational molding process gives us more design space. Under the correct design concept, we can combine several parts into a complete mold, which greatly reduces the high assembly cost.
The rotomolding program also includes a range of intrinsic design considerations, such as how to reconcile sidewall thickness and how to enhance external settings. If you need to add some ancillary designs, then we can add the reinforcement ribs to the design.
The rotomolding process injects the endless imagination of the designers into the product. Designers can choose the best materials for the production process, including materials approved by the Food and Drug Administration. The additives placed in the production process can effectively resist external factors such as climate invasion and static electricity interference. In the design process, the insertion port, the thread, the handle, the inverted device, and the perfect surface design are among the highlights. Designers can also design multi-wall molds that can be either hollow or filled with foam.
When cost is also one of the factors we consider, the rotational molding process has a market advantage over other types of processes. When compared to the blow molding process and the injection molding process, the rotational molding process makes it easier to produce parts of different sizes within the effective cost range. His mold is relatively cheaper because it doesn’t have some internal cores to make. And in the absence of an internal core, a small change can be made into another model.
Since the various components in the manufacturing process are finally formed under the high temperature and rotating process, unlike those formed under heavy pressure, the rotational molding die does not need to be specially processed as in the injection molding process. Withstand the test of heavy pressure.
As for the production cost of producing conversion products, the cost of production is also declining, because light plastics often need to consume more raw materials in order to be converted into heavy plastics. For the rotomolding process, a single prototype that saves cost will be its future high-volume development trend.
The characteristics of the rotomolding process are mainly:
·Rolling mold cost is low – the same size and size of the product, the cost of rotomolding mold is about 1/3 to 1/4 of the cost of blow molding, injection molding, suitable for molding large plastic products;
·Rolling plastic products have good edge strength – Rotomolding can achieve a thickness of more than 5 mm at the edge of the product, completely solving the problem of thinner edges of hollow products;
·Rotational molding can place various inserts;
·The shape of the rotomolded product can be very complicated and the thickness can exceed 5 mm;
·Rotomolding can produce fully enclosed products;
·Rotomolding products can be filled with foaming materials to achieve heat preservation;
·The wall thickness of the rotomolded product can be adjusted freely (more than 2mm) without adjusting the mold.
Contact:Hu XuDong
Mobile:+86 18958342288
Tel:+86 574-63296168
+86 13567408555
Tel:+86 574-63295000
+86 15381396555
Email:643477207@qq.com
Address:HangZhou Bay Developing Zone, Cixi, Zhejiang, China
