2022-01-17 15:54 3315

又称旋转成型、旋转浇铸成型。是一种热塑性塑料中空成型方法。
滚塑成型是制造各种中空塑料零件的多用工艺。 滚塑成型工艺利用加热以及沿两条轴线的旋转生产中空的单个零件。 将熔化的塑料注入正在旋转的模具内,离心力迫使熔化的塑料贴在模具内壁上。
即先将粉状或糊状物料注入模内,通过对模具的加热和纵横向的滚动旋转,使物料借自身重力作用和离心力作用均匀地布满模具内腔并且熔融,待冷却后脱模而得中空制品。由于滚塑的转速不高,设备比较简单,产品几乎无内应力,不易发生变形,凹陷等缺点。最初主要用于聚氯乙烯糊塑料生产玩具、皮球、瓶罐等小型制品,近来在大型制品上也有较多应用,所用树脂已有聚酰胺、聚乙烯、改性聚苯乙烯聚碳酸酯等。
类似于旋转铸塑的一种成型方法,不同的是其所用的物料不是液体,而是烧结性干粉料。其过程是把粉料装入模具中而使它绕两个互相垂直的轴旋转。受热并均匀地在模具内壁上熔结成为一体,而后再经冷却就能从模具中取得空心制品。
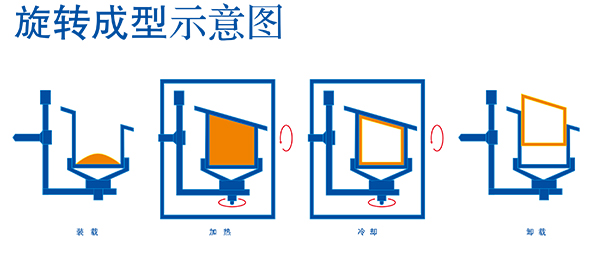
也叫旋转成型或回转成型。即将粉状塑料(如LLDPE)加入到闭合模具中,模具在旋转的同时受热,塑料熔融并均匀地附于模腔表面,模具冷却后即可得到与模腔形状相同的塑料中空制品,如船、箱、桶,盆,罐等。通常由加料、封模、加热、冷却、脱模、模具清理等基本步骤组成。此法具有制品收缩率小、制品壁厚易控制及模具成本较低的优点,但生产效率较低。
在进行滚塑制作工艺之前,你需要准备好一些质量良好的模子,并将其放置在一台塑造机器上,这台铸造机器内还分别设有制热和制冷的两个装置。在安置妥当之后,首先把几块模具放在机器上面。然后,在每个模具内放入早期规则型塑料树脂,再将模具从垂直和水平的两个角度慢慢地旋转放至烤箱中。融化了的树脂将炙热的模具和外层包装均匀紧密地粘合在一起。随后,再将模具放入制冷循环设备中,令模具在其中继续旋转直至其每一部分的厚度均保持一致。当模具被冷冻完毕之后,将其从机器上取下来。在整个制作过程中,模具转动的速度,加热和冷却的时间统统要经过严格的精确控制。
与其他模具工艺相比,滚塑工艺为我们提供了更多的设计空间。在正确的设计理念之下,我们可以将几部分零件组合成一个完整的模具,这种做法大大降低了高昂的装配成本。
滚塑制作程序还包括一系列的固有设计思维方式,诸如如何调和侧壁厚度,如何强化外部设置。如果还需要添加一些附属设计的话,那么我们还可以将加强肋线这一环节添加到设计之中。
滚塑工艺为产品注入了设计者们的无尽想象。设计师们可以在制作工艺过程中选择最好的制作材料,其中包括食品及药物总局认可的各种材料。制作过程中放入的添加剂可以有效地抵御气候的侵袭,静电的干扰等外界客观因素。在设计过程中,插入口,螺纹,把手,倒陷装置,完美的表面设计都是其中的看点之一。设计师们同样也可以设计成多墙式模具,其内部既可以是中空,又可以是填满了泡沫。
当成本也成为我们考虑的因素之一时,滚塑工艺比其它类型的工艺更具有市场优势。在与吹塑工艺和注塑工艺对比时,滚塑工艺更能够在有效成本范围内轻而易举地生产出大小不同的部件。他的模具相对来说也要低廉许多,因为它没有一些内部核心需要制作完成。而且在没有内部核心的情况下,只要一点小小的变化就可以制作成另一个模型。
由于制作过程中的各个部件都是在高温与旋转的工艺流程下最终成型的,不同于那些在重压之下形成的部件,因此滚塑模具不需要像注塑工艺那样还需要经过特别加工才可以经受住重压的考验。
至于用来生产转换产品的生产成本目前也有所下降,因为轻型塑料要想转换成重型塑料,往往需要耗费更多的原材料。对于滚塑工艺来说,节省消耗成本的单一型原模将是其未来的高产量发展走向。
滚塑工艺的特点主要有:
·滚塑模具成本低 — 同等规格大小的产品,滚塑模具的成本约是吹塑、注塑模具成本的1/3到1/4,适合成型大型塑料制品;
·滚塑产品边缘强度好 — 滚塑可以实现产品边缘的厚度超过5个毫米,彻底解决中空产品边缘较薄的问题;
·滚塑可以安置各种镶嵌件;
·滚塑产品的形状可以非常复杂,且厚度可超过5个毫米以上;
·滚塑可以生产全封闭产品;
·滚塑产品可以填充发泡材料,实现保温;
·无须调整模具,滚塑产品的壁厚可以自由调整(2mm以上)。
